Grundlagen der Elko-Technik
Der Elko: Ein kritisches Bauelement par excellence
Wenige Bauteile bestimmen so sehr über die Lebensdauer, Zuverlässigkeit und Brauchbarkeitsdauer eines Gerätes, in dem sie eingesetzt werden, wie der Aluminium-Elektrolytkondensator.
Für Entwickler ist die Kenntnis einiger wesentlicher Parameter dieser Bauelemente, die durch den in ihnen enthaltenen flüssigen Elektrolyten eine Besonderheit darstellen, zur sicheren Auslegung von Geräten unabdingbar.
Aluminium-Elektrolytkondensatoren („Alu-Elkos“, „Elkos“) stellen einen unverzichtbaren Bestandteil vieler elektronischer Geräte dar. Gestiegene Anforderungen an die Energieeffizienz, die expandierende Nutzung erneuerbarer Energie und der stetig wachsende Elektronikanteil im Automobilbau haben die weite Verbreitung dieser Bauelemente vorangetrieben.
In vielen Applikationen hängen Lebensdauer und Zuverlässigkeit des Gerätes direkt von den entsprechenden Parametern der Elkos ab. Um einen zuverlässigen Betrieb von elektronischen Geräten für eine definierte Lebensdauer zu erzielen, ist ein Verständnis der Eigenschaften und physikalischen Einsatzgrenzen von Elkos unerlässlich.
Dieser Beitrag erläutert zunächst den Aufbau von Elkos sowie die grundlegenden Begriffe Spannungsfestigkeit, Leckstrom, ESR, Ripplestrom, Eigenerwärmung, chemische Stabilität, Zuverlässigkeit und Lebensdauer. Hilfsmittel zur Abschätzung der Elko-Lebensdauer in einer Applikation werden vorgestellt und anhand eines Beispiels illustriert. Hinweise zur erfolgreichen Anwendung von Elkos fassen die wesentlichen Punkte zusammen.
Aufbau von Elkos
Aluminium-Elektrolytkondensatoren vereinen Spannungsfestigkeiten im Bereich von wenigen Volt bis zu etwa 700 V und einen weiten Kapazitätsbereich von 1 µF bis über 1 F bei gleichzeitig kompaktem Aufbau. Eine hoch aufgeraute Anodenfolie aus Aluminium mit einer dünnen Dielektrikumsschicht wird dabei vollflächig von einer passgenauen Kathode, der Elektrolytflüssigkeit, kontaktiert.
Ein flüssiger Elektrolyt ist die Besonderheit der Konstruktion des Aluminium-Elektrolytkondensators und seine Präsenz hat technische Konsequenzen:
Da der Stromfluss durch den Elektrolyten auf Ionenleitung beruht, sorgt eine steigende Temperatur des Elektrolyten für ein Absinken der Viskosität und damit des Widerstandes.
Durch den Siedepunkt des Elektrolyten wird die Kategorietemperatur bestimmt. Er limitiert auch die maximal zulässige Eigenerwärmung durch den überlagerten Wechselstrom („Ripplestrom“) in Verbindung mit der herrschenden Umgebungstemperatur.
Elektrolytverluste durch elektrochemische Reaktionen an der Dielektrikumsschicht (Selbstheilung) und Diffusion durch die Dichtung (Austrocknung) bewirken eine Drift der elektrischen Parameter des Elkos und führen zu einer Begrenzung seiner Lebensdauer [12].
Herstellung von Elkos
Im Wesentlichen umfasst die Herstellung von Elkos folgenden Schritte:
Ätzen – hoch reine Aluminiumfolien sind das Ausgangsmaterial der späteren Anoden- und Kathodenfolien. Durch den Ätzvorgang wird die Oberfläche des Anodenmaterials erhöht, je nach Spannungsfestigkeit bis zu 140-fach. Bereits zu diesem frühen Zeitpunkt im Produktionsablauf entscheidet sich wesentlich, ob der Elko später den hohen Anforderungen in Bezug auf Spannungsfestigkeit, Zuverlässigkeit, Stromtragfähigkeit und Langlebigkeit in professionellen Industrieapplikationen gerecht werden kann.
Formieren – die Anodenfolie trägt die Dielektrikumsschicht aus Aluminiumoxid (Al2O3), welche in einem elektrochemischen Verfahren auf der aufgerauten Anodenfolie aufwächst. Das Verfahren wird als anodische Oxidation oder Formierung bezeichnet. Dabei ist die Güte der Formierung ein wesentlicher Schlüssel zur hohen Zuverlässigkeit der Bauteile im Betrieb.
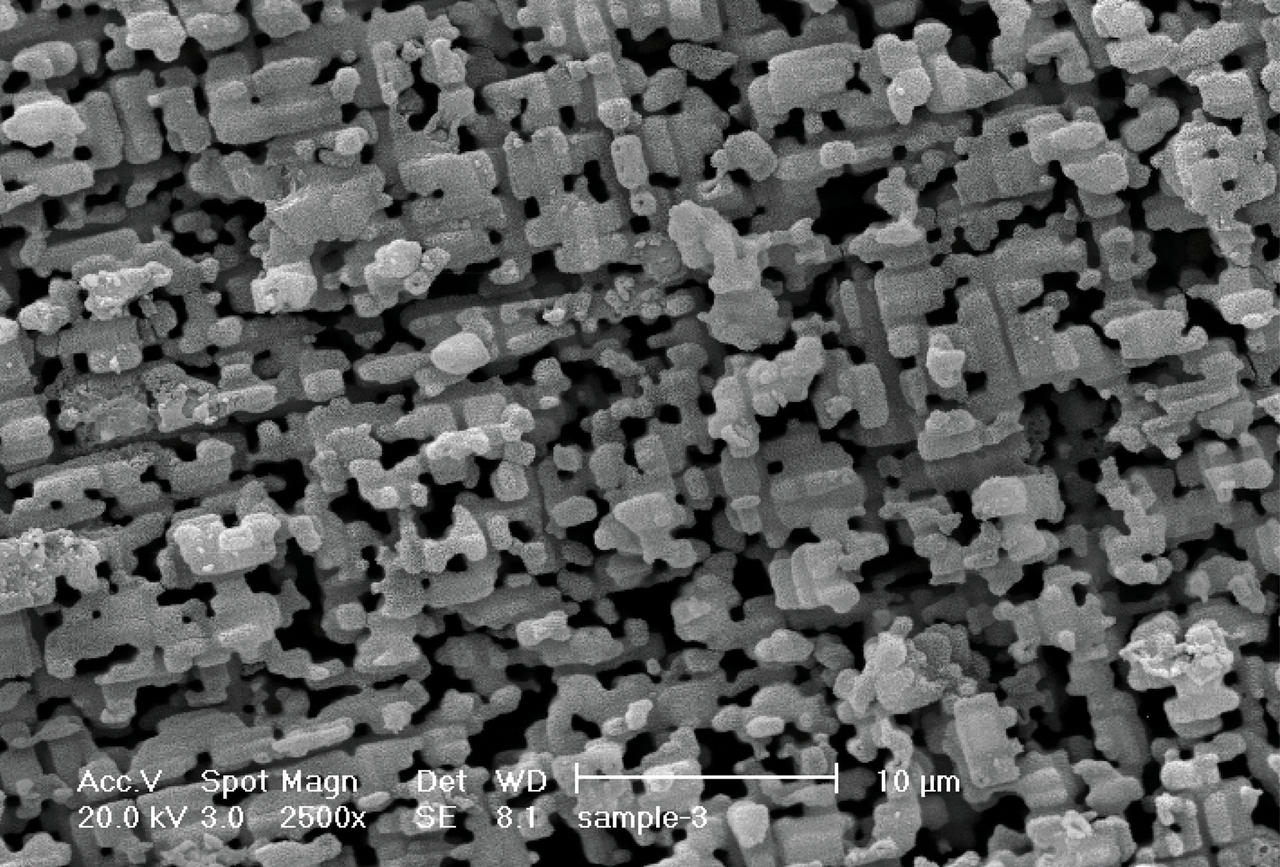
Abb. 2: Oberfläche einer geätzten Anodenfolie
Abbildung 2 zeigt eine elektronenmikroskopische Aufnahme der Oberfläche einer geätzten Hochvolt-Anodenfolie.

Abb. 3: Prozessschritte vom Vormaterial zum (radialen) Elko
Zuschneiden
Wickeln (Abb. 3.1) – Anbringen der elektrischen Anschlussfähnchen an die Folien und Wickeln von Anode, Papier (als Abstandhalter und Elektrolytreservoir, gegebenenfalls erfolgt dies mehrlagig) sowie Kathode.
Imprägnieren (Abb. 3.2) – die Poren des im Wickel enthaltenen Papieres und die gesamte Oberfläche der Anodenfolie werden mit der flüssigen Kathode, dem Elektrolyten, benetzt.
Einhausung (Abb. 3.3).
Verschlussbördelung der Dichtung und Schrumpfschlauchisolierung (Abb. 3.4).
Nachformieren (Abb. 3.5) zur Ausheilung von Beschädigungen der Oxidschicht während des Herstellprozesses. Hauptgründe für eine Nachformierung sind unformierte Schnittkanten der Anodenfolie und die durch ihre Sprödigkeit während des Wickelns gerissene Oxidschicht.
100-prozentige Qualitätskontrolle (Abb. 3.6)
Spannungsfestigkeit
Insbesondere die Prozessschritte des Formierens und Nachformierens haben großen Einfluss auf die Spannungsfestigkeit von Elkos im Betrieb, aber auch auf die Kosten der Herstellung. Jianghai verfolgt das Ziel, einen hinreichenden Sicherheitsabstand der Formierspannung zur Nennspannung sowie stets ausreichende Verweildauern beim Nachformieren zu gewährleisten, um eine hohe Zuverlässigkeit zu erzielen.
Spannungen außerhalb des zulässigen Bereichs (zulässig: grün bzw. gelb gefärbter Bereich in Abb. 4) können bereits bei einmaligem Auftreten zu bleibenden Schäden des Elkos führen.
Für den sicheren und zuverlässigen Betrieb von Elkos sind daher die folgenden Definitionen von zentraler Bedeutung.
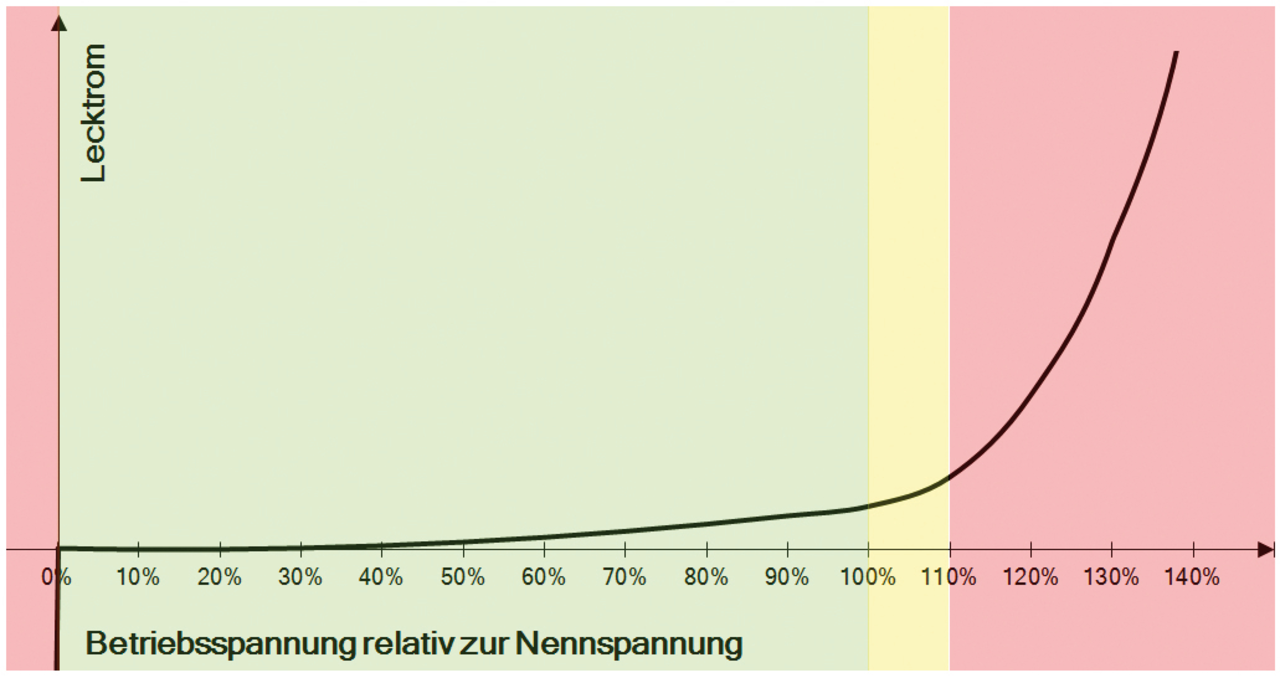
Abb 4: Qualitativer Verlauf des Betriebsleckstroms in Abhängigkeit
von der Spannung für einen Hochvolt-Elko
Umpolspannung (reverse voltage, IEC 60384-4, 4.15)
Alu-Elkos als gepolte Bauelemente müssen stets mit korrekter Polarität angeschlossen werden. Eine Umpolung kann (je nach Spannung und Stromangebot) zur Zerstörung des Bauteils führen.
Bemessungsspannung und überlagerte Wechselspannung (Nennspannung, rated voltage, IEC 60384-4, 2.2.3 ~ 2.2.5)
Die kontinuierlich am Kondensator anliegende Betriebsspannung inklusive der überlagerten Wechselspannung soll nicht den Wert der Bemessungsspannung übersteigen (grüner Bereich in Abbildung 4), wobei der Bemessungs-Wechselstrom ebenfalls nicht überschritten werden darf.
Spitzenspannung (surge voltage, IEC 60384-4, 4.14)
Als Spitzenspannung kennzeichnet wird der maximale Spannungswert, der innerhalb der Elko-Lebensdauer mit einer Häufigkeit von 1000 Zyklen bei einer Verweildauer von 30 Sekunden und einer Pause von 5 Minuten und 30 Sekunden bei oberer Kategorietemperatur angelegt werden darf, ohne dass es zu sichtbaren Schäden am Elko oder einer Kapazitätsänderung von mehr als 15 Prozent kommt (gelber Bereich in Abbildung 4).
Transienten-Überlastspannung (transient voltage, IEC 60384-4, 4.22)
Eine Überschreitung der Spitzenspannung liegt außerhalb des im Datenblatt angegebenen Betriebsbereiches (roter Bereich rechts in Abb. 4). Spannungen jenseits der Spitzenspannung führen zu hohen Leckströmen und einer Spannungsbegrenzung ähnlich einer Zenerdiode. Wenn die elektrische Feldstärke zu hoch für den Elektrolyten wird, kann es unmittelbar zu einem Kurzschluss kommen. Wenn in einer Applikation definierte Transienten zu erwarten sind, verfügt Jianghai über technische Möglichkeiten, um hier eine spezifische Lösung im Rahmen der physikalischen Grenzen zu schaffen.
Leckstrom
Wesentliche Ursache des Leckstromes sind Fehlstellen des Oxid-Dielektrikums. Diese resultieren aus Kristallbaufehlern, mechanischen Spannungsrissen, fertigungsbedingten Beschädigungen und Anlösungen der Oxidschicht durch den Elektrolyten. Innerhalb weniger Minuten klingt der Leckstrom in etwa exponentiell ab und nimmt einen fast konstanten Wert, den Betriebsleckstrom ein. Dieser Betriebsleckstrom als Maß für den Formierzustand der Anodenfolie hängt von der Zeit, angelegter Spannung, Temperatur und Vorgeschichte des Kondensators ab. Typische Werte des Betriebsleckstromes betragen etwa 5 ~ 15 Prozent vom Datenblattwert des Leckstromes, der auch nach längerer spannungsloser Lagerung eingehalten werden soll.
Um eine gleichmäßige Aufteilung der Spannung bei einer Serienschaltung von Elkos zu gewährleisten, sollte der Strom durch einen Spannungsteiler aus Widerständen den Leckstrom um ein Mehrfaches übersteigen. Eine Verwendung von Elkos aus einem Fertigungslos ist dabei vorteilhaft, denn diese weisen in der Regel geringere Abweichungen der Leckströme aus als Elkos aus verschiedenen Fertigungslosen.
Äquivalenter Serienwiderstand ESR
Der ESR-Wert (Equivalent Series Resistance) gestattet die einfache Berechnung der beim Betrieb eines Elkos mit einer überlagerten Brummspannung entstehenden Verlustleistung.
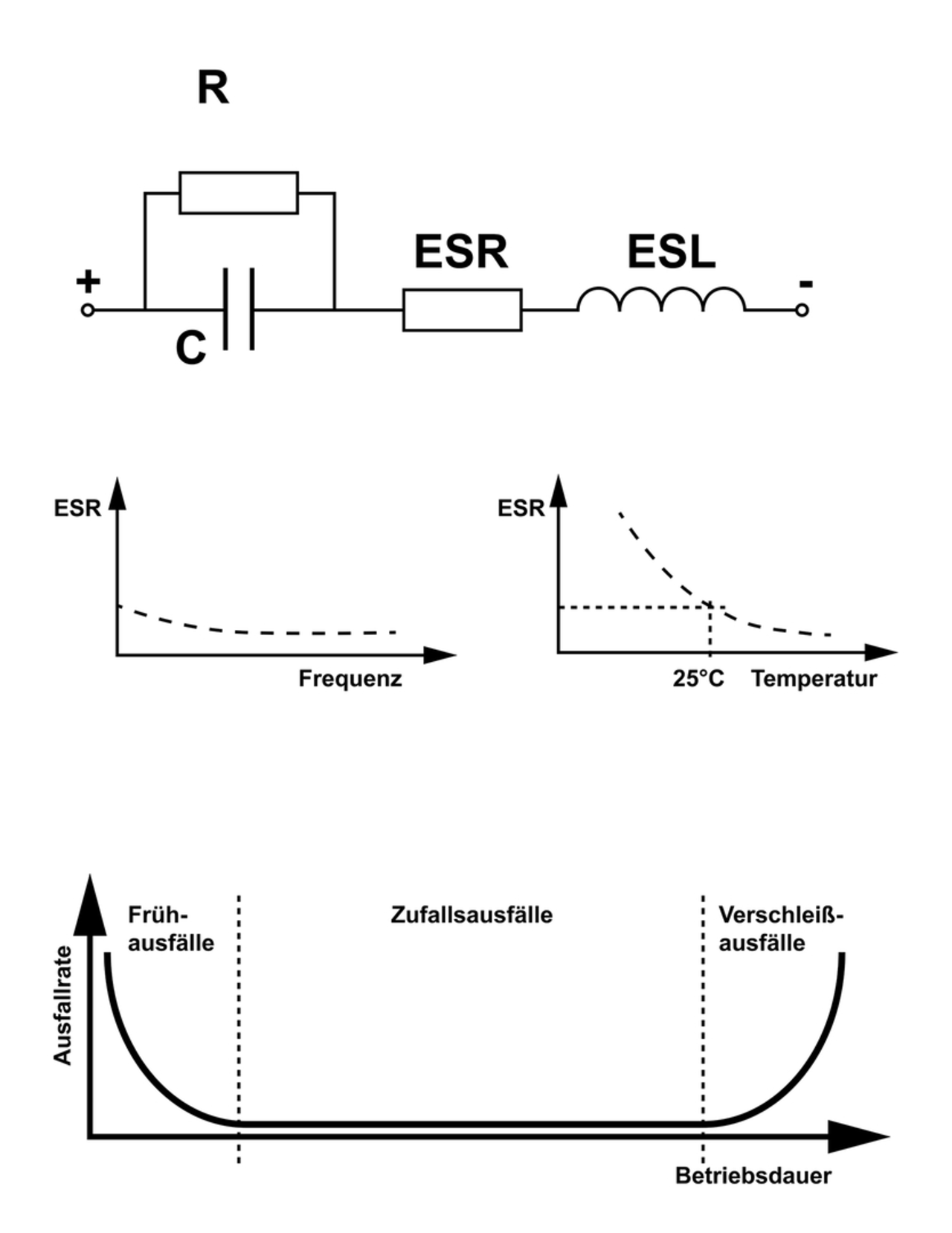
Abb. 5, 6 und 7: Ersatzschaltbild des Elektrolytkondensators, Frequenz- und (b) Temperaturabhängigkeit des ESR, Zeitliche Entwicklung der Ausfallrate
Zusammengesetzt ist der ESR (Abb. 5) aus der Summe eines näherungsweise konstanten, eines frequenzabhängigen und eines temperaturabhängigen Anteils. Abb. 6 zeigt die typischen Verläufe des ESR gegenüber der Frequenz und der Temperatur.
Um ein robustes Design zu erhalten, sollten die maximalen ESR-Werte als Auslegungsgrundlage verwendet werden.
Ripplestrom
Für gewöhnlich überlagert eine Ripplespannung die am Elko anliegende Gleichspannung, so dass ein Ripplestrom fließt, der zu einer Eigenerwärmung des Elkos führt. Wenn Ströme verschiedener Frequenzen einen Beitrag zur Eigenerwärmung leisten, muss der Effektivwert der gewichteten Rippleströme ermittelt werden. Ihren Ursprung haben die Stromkorrekturfaktoren in der Frequenzabhängigkeit des ESR-Wertes und diese werden in den Datenblättern tabelliert.
Eigenerwärmung von Elkos
Während des Betriebs erwärmt sich der Elko gegenüber seiner Umgebung. Die Hauptkühlungsmechanismen von Elkos sind Wärmestrahlung und Konvektion. Darauf hat die sichtbare Farbe des Schrumpfschlauches keinen Einfluss. Durch Zwangsbelüftung lässt sich der Anteil der Konvektion am gesamten Kühleffekt erhöhen. Dadurch kann die Stromtragfähigkeit der gekühlten Elkos je nach Strömungsgeschwindigkeit und Abmessungen um bis zu etwa 40 Prozent steigen.
In guter Näherung gibt die Messung der Oberflächentemperatur am Becherboden den Wert der Kerntemperatur bei radialen und kleinen (Durchmesser ≤ 25 mm) Snap-in Elkos an. Bei größeren Bechern empfiehlt sich eine Messung der Kerntemperatur. Jianghai bietet zu diesem Zweck Elkos mit eingebauten Thermoelementen an.
Chemische Stabilität
Elektrolytsysteme sind Vielstoffgemische und ihre chemische Stabilität ist ein Muss. Ein guter Indikator für chemische Stabilität ist das sogenannte “Shelf Life”. Im Gegensatz zur normalen Lagerung (Storage Time) von Elkos bei moderaten Temperaturen setzt der Shelf Life Test die Elkos einem beschleunigten Lebensdauertest bei oberer Kategorietemperatur, aber ohne angelegte Spannung (und damit ohne Möglichkeit zur Selbstheilung) aus. Ein hoher Zahlenwert für das Shelf Life ist ein Hinweis auf gute chemische Stabilität, hohe Reinheit der verwendeten Materialien und eine sehr gute Qualität der Produktion.
Zuverlässigkeit
Charakterisiert wird der typische Verlauf der zeitlichen Entwicklung der Zuverlässigkeit von Elektrolytkondensatoren durch die sogenannte „Badewannenkurve“. Die Ausfallrate („Fitrate“) λ gibt die Anzahl von Ausfällen je Zeiteinheit an (die Maßeinheit FIT = „Failures in Time“ bezeichnet die Ausfallwahrscheinlichkeitsdichte in (10^(-9) Ausfällen)/h).
Die Badewannenkurve in Abb. 7 hat drei zeitlich aufeinanderfolgende Abschnitte:
Frühausfälle mit einer sinkenden Fitrate λ
Die normale Lebensdauer mit einer konstanten Fitrate λ, die das Auftreten von Zufallsausfällen beschreibt
Steigende Fitraten λ, die aus Verschleiß- bzw. Änderungsausfällen am Ende der Lebensdauer resultieren
Bei der Herstellung von Elektrolytkondensatoren erfolgt durch die Formierung der Kondensatoren im Werk gleichsam eine Voralterung, so dass Frühausfälle in der Anwendung sehr selten sind. Die Größenordnung dieser Feld-Ausfallraten liegt im Bereich 0,5 ~ 20 FIT.
Elko-Lebensdauerdiagramm und Lebensdauermodell
Für die weiteren Betrachtungen gehen wir davon aus, dass der Elko stets im Zeitbereich konstanter Fitraten und in einem zulässigen Arbeitspunkt betrieben wird. „Zulässige Arbeitspunkte“ sind gekennzeichnet durch eine geeignete Kombination von Spannung, Polarität, Umgebungstemperatur, Ripplestrom, mechanischer Belastung und „sauberer“ Umgebung (Abwesenheit von chemisch aggressiven Stoffen in der Nähe des Elkos).
Um seinen Kunden Hilfsmittel zur Abschätzung von Elko-Lebensdauern verfügbar zu machen, hat Jianghai Lebensdauerdiagramme und ein Lebensdauermodell entwickelt. Während die wichtigsten Parameter (Temperatur, Ripplestrom) ins Lebensdauerdiagramm eingehen, berücksichtigt das rechnerische Lebensdauermodell basierend auf der Arrhenius-Gleichung die tatsächliche Betriebsspannung als weiteren, die Lebensdauer beeinflussenden Faktor. Bei Vorliegen einer Zwangskühlung finden Korrekturfaktoren Anwendung.
Beispiel für eine Lebensdauerabschätzung
Ein 105 °C-Elko 390 µF, 400 V, 35x45 mm aus der Snap-in Baureihe CD_297_BB von Jianghai soll bei einer Umgebungstemperatur von TA = 55 °C mit einem Ripplestrom von 2,51 Arms bei 20 kHz betrieben werden. Am Elko beträgt die Spannung 400 V, sodass lediglich Umgebungstemperatur und Ripplestrombelastung in die Lebensdauerbetrachtung eingehen. Freie Konvektion sorgt für die Kühlung.
Im Datenblatt sind ein Nenn-Ripplestrom von 1,27 Arms bei 120 Hz und T0 = 105 °C sowie ein Frequenzkorrekturfaktor von 1,4 für Frequenzen des Ripplestromes oberhalb von 10 kHz und Nennspannungen von 315 ~ 450 V spezifiziert. Im Sinne der „useful life“ ist die Lebensdauer mit L0 = 7.000h angegeben.
Das Verhältnis des tatsächlichen, auf 120 Hz skalierten Ripples zum Nenn-Ripple beträgt
IA/IR =((2,51Arms)/1,4)/(1,27Arms )=1,41
Durch das Ablesen des Lebensdauerfaktors am Schnittpunkt von Betriebsripple/Nennripple und Umgebungstemperatur in Abb. 8 ergibt sich ungefähr einen Wert von 16. Daraus folgt eine geschätzte Lebensdauer „useful life“ des Elkos in der Applikation von
L=L0∙16=7.000 h∙16=112.000 h≅13 Jahre
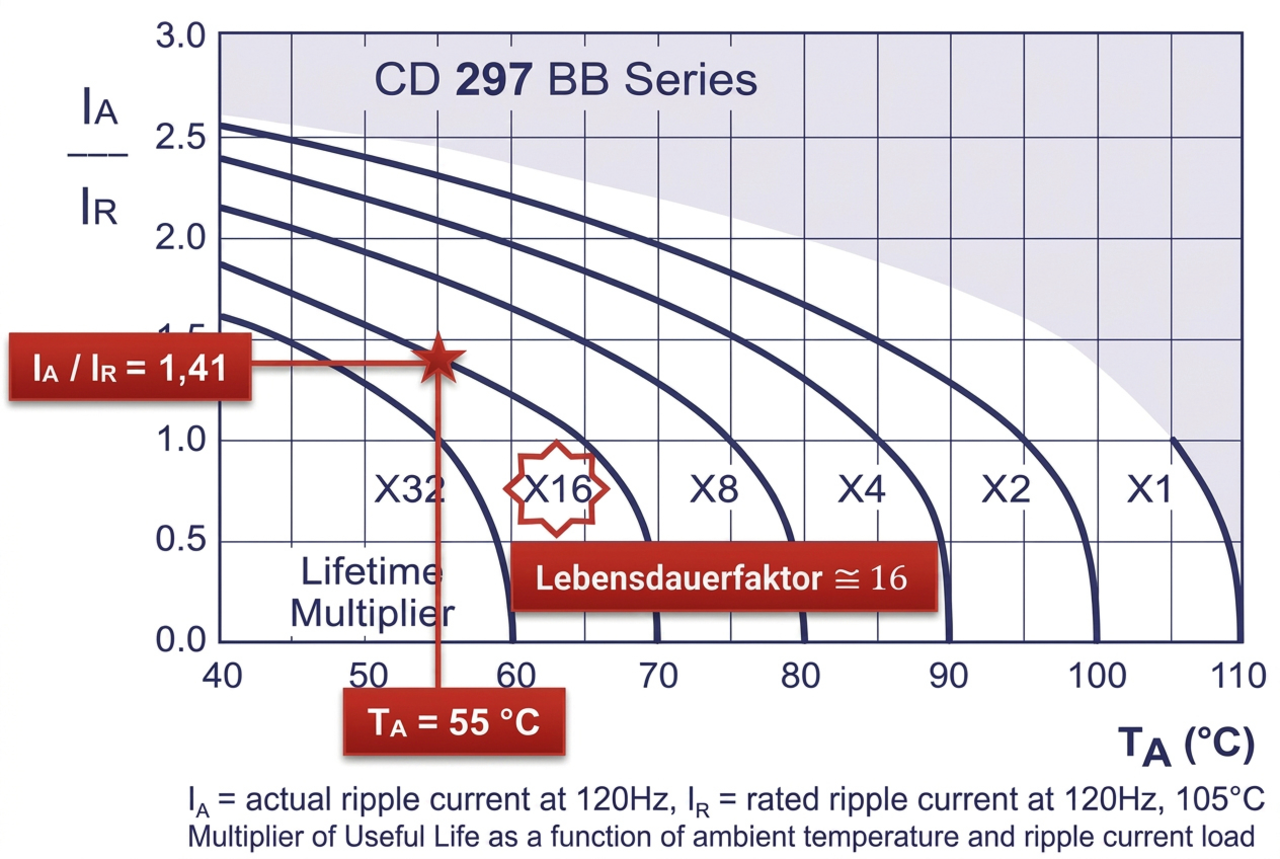
Abb. 8: Der Schnittpunkt der Betriebspunktparameter führt zum Lebensdauerfaktor
Alternativ lässt sich die Lebensdauer auch unter Verwendung des Lebensdauermodells numerisch ermitteln:
L= L0∙ KT ∙ KR ∙ KV
= L0∙ 2^((T0-TA)/10K) ∙ Ki^([1-(IA/IR )^2 ]∙ (∆T0)/10K) ∙ (UA/UR )^(-n) mit : 0,6 ≤ UA/UR ≤1 → n=2,5
mit Ki = 4, ∆T0=5 K
ergibt:
L = 7.000h∙ 32 ∙ 0,5 ∙ 1≅ 13 Jahre
Das Ergebnis der numerischen Abschätzung entspricht dem der graphischen Lösung unter Verwendung des Lebensdauerdiagramms.
Elkos erfolgreich einsetzen
Das übliche Fehlerbild eines normal gealterten Elkos ist ein Änderungsausfall wegen zu geringer Kapazität bzw. zu hohen ESR-Wertes. Weitere Elko-Ausfallmechanismen können durch produktions- (äußerst selten) oder applikationsbedingte Ursachen ausgelöst werden. Meist lassen sich Ausfälle auf applikationsbedingte Ursachen zurückführen (Überlastung durch Umgebungstemperatur, Ripplestrom, Betriebsspannung, Vibration, Zugbelastung,…) Jenseits der Einflussmöglichkeiten des Elko-Herstellers ist hier der Anwender gefordert, die richtigen Bedingungen durch robustes Design, sorgfältige Verarbeitung und moderate Umweltbedingungen in der Applikation sicherzustellen.
Transport und Lagerung
Elko-Becher (Reinaluminium) und Elko-Dichtung (Gummi) sind weich beziehungsweise elastisch. Augenscheinlich defekte (verbeulte) Bauteile sollten nicht verarbeitet werden. Schädigungen durch Halogene (insbesondere Bromide zur Sterilisierung der Waren während des Überseetransports) sind leider keine Seltenheit. Dies gilt sowohl für den Bezug von Elkos als auch für den Versand der fertigen Baugruppen.
Bestückung und Montage
Zug, Druck und Verbiegen der Anschlussbeinchen (insbesondere bei radialen Elkos) ist zu vermeiden. Eine Beschädigung der inneren Kontaktierung von Anoden und Kathodenfolie könnte die Folge sein.
Kleber, Vergussmassen oder Lacke müssen frei von Halogenen sein. Im Bereich der Elko-Dichtung sollte eine Öffnung verbleiben, so dass die Bildung eines Mikroklimas in einem allseitig umschlossenen Hohlraum vermieden wird (Korrosionsgefahr). Leiterbahnen sollen nicht unter dem Elko („zwischen den Beinchen“) verlaufen.
Löten
Vom Hersteller spezifizierte Grenzen der Lötprofile sind unbedingt einzuhalten, um Vorschädigungen zu vermeiden. Dieser Aspekt hat besondere Bedeutung bei der Verarbeitung von SMD-Elkos im bleifreien Reflow-Prozess (Profile mit erhöhter Löttemperatur).
Betrieb
Spannungsspitzen etwa aus induktiven Lasten können bei Ein- oder Ausschaltvorgängen zu Transienten führen, die jenseits der Formierspannung beziehungsweise der Gegenspannungsfestigkeit liegen.
Mechanische Belastungen während des Betriebes können (etwa bei Eigenresonanz) zu einem Bruch der Anschlussdrähte führen. Kleben oder eine andere Platzierung des Elkos auf der Leiterplatte kann hier Abhilfe schaffen.
Jede Erhöhung der Umgebungstemperatur um 10 K verdoppelt die Ausfallrate und halbiert die Elko-Lebensdauer. Eine Platzierung entfernt von Wärmequellen (Kühlkörper, Leistungsinduktivitäten) ist hier vorteilhaft.
Zusammenfassung
Aluminium-Elektrolytkondensatoren bestimmen über ihre Lebensdauer und Zuverlässigkeit die Brauchbarkeitsdauer der Geräte, in denen sie eingesetzt sind. Aus diesem Grund ist die Kenntnis einiger wesentlicher Parameter dieser Bauelemente, die durch den in ihnen enthaltenen flüssigen Elektrolyten eine Besonderheit unter den elektronischen Bauteilen darstellen, zur sicheren Auslegung von Geräten unabdingbar.
Da die Anwendbarkeit der hier formulierten Modelle und ihrer Ergebnisse im Einzelfall von der Baureihe und der Applikation abhängen, ist eine intensive Projektbegleitung und Bestätigung der Abschätzungen durch den Elko-Hersteller immer erforderlich.
